
 Количество
Количество
|
Артикул: TAMG200PS Производитель: Triton Гарантия: 2 года
|
|
Нет в продаже! Последняя цена. |
|
|
Ваша цена: 119340 руб.в т.ч. НДС 22% |

| |
|
Напишите нам на почту: sale@kratonkuban.ru |
Обновление цен 11/01/2026 г. | |
| Бесплатная доставка по Краснодару и пригороду, до терминала транспортной компании, доставим по краю и ЮФО/СКФО платная. Подробнее нажмите здесь |
Звонок или WhatsApp:
| |




| ||

|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | ||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||
Лицевая панель аппарата:
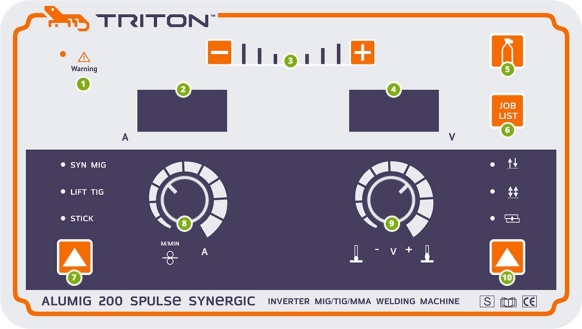
- Индикатор ошибки
- Дисплей 1: отображает силу тока
- Регулировка индуктивности
- Дисплей 2: отображает напряжение
- Тестовая продувка газом
- JOB LIST
- Выбор режима сварки
- Регулятор №1: Применяется для регулировки сварочного тока
- Регулятор №2: Применяется для регулировки сварочного напряжения
- Выбор режима горелки: 2T, 4T, Spot
Основные функции
Импульсный режим сварки в режиме полуавтомата
В режиме импульсной сварки MIG/MAG на рабочий ток накладываются кратковременные импульсы высокого тока, которые ускоряют плавление присадочной проволоки, что позволяет избежать разбрызгивания и наплывов металла. Кроме того, в этом режиме достигается более плотная структура сварочного шва. Импульсный режим сварки позволяет удалять до 95% всех примесей и пузырьков газа из сварочной ванны путем воздействия импульсов высокого тока, которые встряхивают сварочную ванну, делая ее более однородной. Режим импульсной сварки MIG/MAG обеспечивает контролируемый подвод тепла в сварочный шов, повышая качество сварки. Благодаря этому исключается коробление и перегрев металла, улучшается внешний вид и геометрия сварочного соединения. Режим MIG/MAG Pulse используется при сварке изделий из алюминия, его сплавов, нержавеющей стали и других цветных металлов, которые чувствительны к подводу тепла.
Job list
Функция Job list, реализованная в инверторе TRITON ALUMIG 200 SPULSE SYNERGIC, имеет готовые программы с предустановленными настройками. Благодаря этому, чтобы сварщику приступить к работе на полуавтомате, достаточно выбрать одну из программ из списка Job List и выставить величину сварочного тока. В списке Job List сохранены настройки для сварки порошковой, алюминиевой, нержавеющей и стальной проволокой. Каждая программа имеет настройки под конкретный тип и сечение присадочной проволоки и что очень важно, тип используемого газа. С помощью этого режима значительно сокращается время, затрачиваемое на настройку полуавтомата, увеличивается производительность.
Регулировка индуктивности дуги
Настройка индуктивности дуги позволяет сделать сварочный процесс более плавным. В процессе сварки MIG/MAG присадочная проволока при касании изделия создает короткое замыкание, что провоцирует снижение величины напряжения почти до нуля. Это приводит к резкому изменению сварочного тока и быстрому сгоранию присадочной проволоки с большим разбрызгиванием. Настройка индуктивности служит для решения данной проблемы.
Максимальное значение индуктивности – ровный, гладкий валик шва и глубокое проплавление.
Минимальное значения индуктивности – выпуклый валик сварочного шва и не глубокое проплавление, возможно увеличение разбрызгивания металла.
Регулировка пред и пост газа
Режим Pre Gas – предварительная продувка зоны сварки защитным газом, активируется до момента розжига дуги. Благодаря этому процесс возбуждения дуги осуществляется в газовой защитной среде. В результате начало формирования шва и розжиг дуги выполняется без воздействия кислорода, исключается окисление сварочной ванны, увеличивается ресурс расходных материалов горелки.
Режим Post Gas – финишная продувка зоны сварки защитным газом, которая активируется после отключения сварочной дуги. Благодаря этому сварочный шов полностью застывает в газовой защитной среде, исключая влияние атмосферы, что особенно важно для алюминия и нержавейки.
Наличие функций Pre и Post Gas позволяют исключить окисление шва, образование пустот и трещин в начале и конце сварочного цикла. Длительность продувки Pre и Post Gas можно настроить отдельно.
Настройка отжига проволоки burn back
Функция «Burn Back» позволяет настроить время и вольтаж отжига проволоки. В течение этого времени выходное сварочное напряжения не будет отключаться после прекращения подачи проволоки. Благодаря этому исключается вероятность прихватывания присадочной проволоки в сварочном кратере в конце цикла сварки. Кроме того, функция «отжиг проволоки» позволяет обеспечить подготовку выступающего конца проволоки к последующему зажиганию дуги. Наличие данного режима облегчает процесс последующего розжига дуги, повышает стабильность и качество сварочного шва в начале цикла.
Настройка скорости подачи проволоки до момента поджига
Данная настройка позволяет максимально точно настроить скорость подачи присадочной проволоки еще до момента возбуждения дуги. Таким образом, сварщик получает возможность отрегулировать более плавную подачу проволоки с момента нажатия кнопки на горелки и до момента возбуждения сварочной дуги. Благодаря этому достигается контролируемый процесс розжига дуги, исключается «удар» проволоки о заготовку в момент поджига.
Синергетический алгоритм управления
В инверторном аппарате TRITON ALUMIG 200 SPULSE SYNERGIC предусмотрен синергетический алгоритм контроля и управления заданными сварочными параметрами. Благодаря этому достигается высокая стабильность сварки. Постоянная связь между источником тока, подающим приводом и горелкой позволяет в автоматическом режиме уменьшать или увеличивать напряжение сварочной дуги при уменьшении или увеличении скорости подачи присадочного материала. В итоге сварщику не нужно отвлекаться на подстройку параметров инвертора, что позволяет увеличить производительность, качество сварки и сконцентрироваться на самом процессе.
Режим TIG DC
Аргонодуговая сварка ТИГ на постоянном токе позволяет работать с разными марками металлов и сплавами на их основе, в том числе с нержавеющими сталями. В данном режиме доступна настройка предварительной и финишной продувки газа для повышения качества сварки. В режиме TIG формируется красивый равномерный шов с оптимальной глубиной провара. Наличие функции LIFT обеспечивает чистое и быстрое возбуждение дуги при касании кончика электрода обрабатываемого изделия.
Режим MMA
Ручная дуговая сварка ММА также доступна в инверторе TRITON ALUMIG 200 SPULSE SYNERGIC и позволяет использовать покрытые электроды разного сечения. Широкий диапазон настройки тока — от 20 до 200 ампер, позволяет максимально точно настроить аппарат под конкретную сварочную задачу и толщину металла. В режиме ММА инвертор демонстрирует уверенный розжиг дуги без лишних усилий.
2Т/4Т
Наличие режимов 2Т/4Т позволяет оптимизировать работу сварочной горелки и снизить нагрузку на руку сварщика. Режим 2Т используется для коротких и точных швов (наплавка, угловая сварка и т.д.). Режим 4Т применяется для непрерывного сварочного соединения длинной протяженности и при продолжительной работе.
Сварка порошковой проволокой в режиме MIG/MAG
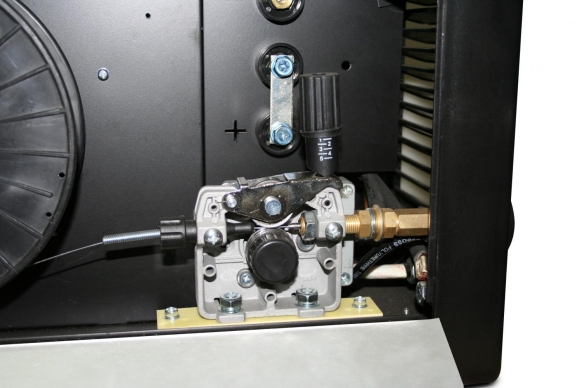
При смене полярности, то есть при подключении горелки к отрицательному контакту, доступна сварка МИГ/МАГ порошковой проволокой. Данный режим позволяет выполнять сварочный процесс без защитного газа, так как порошковая проволока имеет специальный состав, который при расплавлении создает защитную оболочку и флюс для защиты сварочной ванны.
Эффективная система охлаждения
На передней и задней стенке корпуса инвертора предусмотрены специальные отверстия, которые обеспечивают эффективную естественную циркуляцию воздуха. Благодаря этому горячий воздух будет быстро выводиться из корпуса, а поступающий воздух будет охлаждать элементную базу. Защита от перегрева автоматически обесточит инвертор, в случае превышения температуры внутри корпуса выше допустимого значения.
Мобильность и надежность
Инверторный полуавтомат отличается средним весом (20 кг) и небольшими размерами, что обеспечивает удобство при транспортировке, работе и хранении. Информативная панель управления оснащена двумя дисплеями и двумя регуляторами для удобства настройки и визуального слежения за основными параметрами в процесс сварки. Корпус из листовой стали надежно защищает внутренние элементы от повреждения. Все разъемы обеспечивают надежное соединение кабелей и шлангов.
 Инструкция по запросу
Инструкция по запросу
 Сайт производителя
Сайт производителя
Вам может быть интересно
| Фото | Название | Ваша цена: | Заказ |
 |
Мощность электродвигателя: 2800Вт/220В Диаметр сверления до 250 мм. Стойка без наклона |
50050 | |
 |
Тип сварка: MIG/MAG Максимальный сварочный ток: 160 А Напряжение питания: 220 В |
27460 | |
 |
Производительность: 600 л/мин Давление: 10 бар Мощность двигателя: 5,5 кВт |
90330 | |
 |
249850 |






