
 Количество
Количество
|
Артикул: 25015012 Производитель: Proma Гарантия: 3 года
|
|
|
|
|
Ваша цена: 2858790 руб.в т.ч. НДС 22% |

| |
|
Напишите нам на почту: sale@kratonkuban.ru |
Обновление цен 24/02/2026 г. | |
| Бесплатная доставка по Краснодару и пригороду, до терминала транспортной компании, доставим по краю и ЮФО/СКФО платная. Подробнее нажмите здесь |
Звонок или WhatsApp:
| |




| ||

|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | ||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||
Универсальный токарный станок spi-1000 - предназначен для обработки тел вращения путём снятия с них стружки при обточке. На станке можно выполнять различные виды токарной обработки: обтачивание цилиндрических, конических, фасонных поверхностей, подрезку торцов, отрезку, растачивание, а также сверление и развёртывание отверстий, нарезание резьбы и накатку рифлений, притирку и т.п. Модель оснащена ножным тормозом, лампой рабочего освещения и системой охлаждения СОЖ. В серии станков SPI применен ряд существенных отличий по сравнению с другими моделями токарных станков компании PROMA. Первое на что хотелось бы обратить внимание – это фрикционный вал, передающий вращение от двигателя на коробку скоростей шпинделя. Такой механизм продляет срок службы двигателя и предотвращает перегрузку узлов шпиндельной бабки. Второе: ускоренная подача продольного и поперечного суппорта в обоих направлениях облегчает процесс изготовления больших деталей. И наконец: плунжерный насос. Он служит для смазки сопряженных поверхностей шестеренчатых механизмов шпиндельной бабки, а также смазывает и охлаждает сепараторы подшипников коробки скоростей и фрикцион. Такой принцип смазки влияет на долговечность всех шпиндельных узлов и позволяет использовать станок в более жестких условиях работы. Таким образом, станок можно использовать на заготовительном производстве в условиях крупносерийного и серийного производства, в ремонтных цехах, в слесарных и столярных мастерских, на складах и т.п.
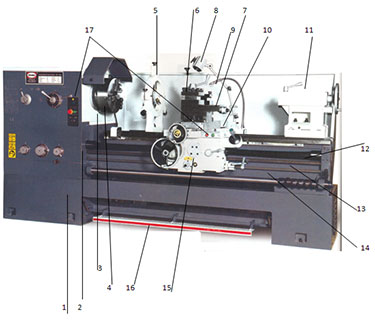
1. Основание
2. Коробка подач
3. Шпиндельная бабка
4. Шпиндельный патрон
5. Неподвижный люнет
6. Резцедержатель
7. Верхние салазки суппорта
8. Лампа местного освещения
9. Патрубок системы подачи СОЖ
10. Каретка суппорта
11. Задняя бабка
12. Кожух ходового винта
13. Ходовой вал
14. Станина
15. Фартук
16. Педаль ножного тормоза
17. Электрический блок управления
Краткое описание конструкции оборудования.
Станок состоит из:
Основания 1. К основанию крепится станина 14 с направляющими каретки суппорта 10 и задней бабки 11. При необходимости обработки деталей большого диаметра можно снять съемную часть станины (мостик).
Суппорт состоит из: каретки 10, поперечных салазок, перемещающихся по направляющим каретки; поворотной части с направляющими для верхних салазок 7, несущих резцедержатель 6. Каретка суппорта и поперечные салазки перемещается вручную или механически. Верхние салазки перемещаются вручную.
На левом конце станины крепится шпиндельная бабка 3 и коробка подач 2. В шпиндельной бабке находится коробка скоростей станка, основной частью которой является шпиндель. На шпинделе установлен зажимной патрон 4. Коробка подач 2 служит для передачи движения от коробки скоростей на ходовой вал или ходовой винт. На корпусе коробки подач установлен электрический блок управления 17.
Фартук крепится к каретке. Служит для передачи движения на суппорт. В фартуке предусмотрена блокировка, исключающая одновременное включение перемещения каретки и поперечных салазок.
Ходовой винт и ходовой вал монтируются с лицевой части станины станка и с концов поддерживаются при помощи опор. Служат для передачи движения от коробки подач к фартуку.
На станине установлена задняя бабка 11, которая перемещается по направляющим вручную. По необходимости можно установить подвижный люнет на каретку суппорта или неподвижный люнет на станину.
Слева в основании установлен электродвигатель. Справа в основании установлена гидростанция системы подачи СОЖ.
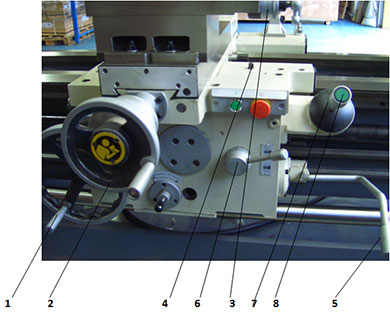
Маховик ручного перемещения фартука 1: Вращение против часовой стрелки – перемещение каретки влево. Вращение по часовой стрелке – перемещение каретки вправо.
Маховик ручного перемещения поперечных салазок суппорта 2: Вращение по часовой стрелке – перемещение салазок вперед. Вращение против часовой стрелки – перемещение салазок назад.
Рукоятка ручного перемещения верхних салазок суппорта 3: Вращение по часовой стрелке – перемещение салазок влево. Вращение против часовой стрелки – перемещение салазок вправо.
Болт зажима каретки 4: расположен справа на передней части каретки. Для зажима поворачивать по часовой стрелке. (Предупреждение: перед тем как перемещать каретку, убедитесь в том, что болт зажима отжат).
Рукоятка включения вращения шпинделя 5: Включение вверх – шпиндель вращается по часовой стрелке, прямое вращение шпинделя (смотреть со стороны задней бабки). Включение вниз шпиндель вращается против часовой стрелки, обратное вращение шпинделя (смотреть со стороны задней бабки). Среднее положение – остановка шпинделя.
Рукоятка включения и выключения гайки ходового винта 6: Поворот вниз – включение гайки. Поворот вверх – выключение гайки.
Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта 7: Перемещение рукоятки влево или вправо – перемещение каретки. Перемещение рукоятки вверх или вниз – перемещение поперечных салазок суппорта. Среднее положение – нейтральное.
Кнопка ускоренного перемещения каретки и поперечных салазок суппорта 8. Ускоренное перемещение осуществляется во всех направлениях.
Внимание!: При включении гайки ходового винта рукоятка 7 должна находиться в нейтральном положении, а при включении механических перемещений каретки или поперечных салазок суппорта гайка ходового винта должна быть выключена.
![]() Инструкция по запросу
Инструкция по запросу
Вам может быть интересно
| Фото | Название | Ваша цена: | Заказ |
 |
Мощность электродвигателя: 2800Вт/220В Диаметр сверления до 250 мм. Стойка без наклона |
50050 | |
 |
Тип сварка: MIG/MAG Максимальный сварочный ток: 160 А Напряжение питания: 220 В |
27460 | |
 |
Производительность: 600 л/мин Давление: 10 бар Мощность двигателя: 5,5 кВт |
90330 | |
 |
249850 |






